打浆对扬声器纸盆纤维形态及电声性能的影响研究
2016-3-7 20:37:31 点击:
A Study on Influence of Beating on Papercone Fiber and
electro-acoustic property of Loudspeaker
Abstract: In order to identify the influence of beating on electro-acoustic property of loudspeaker
papercone, Beating degree and fiber analysis was studied, as well as the relationship between
beating degree and dynamic and statics mechanical property of papercone. Some basic beating
principle suitable for loudspeaker papercone was concluded.
Keyword: beating, beating degree, fiber analysis, loudspeaker papercone, electro-acoustic
property
1.引言 扬声器发展到现在已经有100 年历史,其振膜由最初的纸质振膜经过了不断
的改进,已经发展出了PP 振膜,复合振膜,金属振膜,陶瓷振膜,化纤振膜等等。这些振膜
具有一定的电声特性,往往在某方面具有卓越的电声性能,但是同时在其他某些方面却存在
一定的电声缺陷,不能做到彼此兼顾或折中。比如金属振膜,由于具有较高的杨氏模量,具
有频宽宽,灵敏度高的特点。然而由于缺乏内阻尼,造成低频不够,声音较尖,刺耳等。
一般而言,扬声器对其振膜材料的要求,是同时具备三种特性,即①材料的密度 要
小。②材料的机械强度要大,或者说,材料的杨氏模量E 要大。与第一个特性合在一起,
即要求材料的比弹率E / 的值要大。③具有适当的内部阻尼。这几种要求是互相矛盾的。
一般情况下,增加振膜的强度,必然会降低它的内阻尼。
扬声器纸质振膜的魅力就在于其制作的原材料比较丰富,不同原材料有不同的杨氏模量
和损耗因数等动态声学特性,同时不同的抄纸工艺也会制作出不同动态声学特性的纸盆。对
于不同用途的扬声器,根据其对音质和特性的具体要求,通过选用具体的纸浆配方和特殊的
打浆工艺,我们往往能够对制作纸盆的杨氏模量和阻尼进行折中,从而满足特定扬声器对特
定性能和某些特殊音质的需求。由于纸盆的生产原材料品种丰富,电声特性各异。而价格实
惠。各类纸浆一直是扬声器振膜的主要制作材料,目前全世界生产的90%的扬声器仍然采
用纸质振膜,即扬声器纸盆。
三分造纸,七分打浆,打浆对扬声器纸盆的力学性能和电声性能具有极其重要的影响,可
以说是扬声器纸盆的核心技术所在。
本文主要研究相同纸浆打浆到不同的叩解度,纸浆纤维所发生的形态结构变化趋势及对纸盆
动态力学性能和电声性能的影响。
2. 扬声器纸盆的打浆
2.1 打浆的目的:未经打浆的浆料一般含有很多纤维束。由于纤维既粗又长,表面光滑挺
硬而富有弹性,纤维比表面积小又缺乏结合性能。如将未打浆的浆料直接用来抄纸,在网上
难于获得均匀的分布,成纸疏松多孔、表面粗糙容易起毛、结合强度甚低。这类浆料所抄的
纸盆杨氏模量很低,内部阻尼过大,会造成所装配扬声器频响曲线频宽窄,声音发闷等。
扬声器纸盆打浆的目的是根据扬声器的用途,针对性的选择不同电声特性的原材料进行
配浆,在可控的情况下用物理方法改善原材料纤维的形态和性质,使制造出来的纸盆达到扬
声器相关的性能要求。
2.2 打浆的作用:打浆是扬声器纸盆制造的关键工序,所谓三分抄纸,七分打浆,是说明
打浆技术是纸盆制造工艺的核心技术。扬声器纸盆的打浆工艺通常包括了配浆工艺和打浆工
艺,打浆主要是采用不同的打浆方法通过机械作用将浆料处理到不同的叩解度,使所抄纸盆
达到不同的杨氏模量和损耗因数。而配浆是根据扬声器的不同用途,选择不同杨氏模量和损
耗因数及不同声学特性的原材料进行混合配比,以满足相关扬声器的电声性能要求。
目前扬声器纸盆厂所使用的打浆设备主要是槽式打浆机,有个别规模较大的纸盆厂采用磨浆
机。
打浆使浆料纤维受到剪切力作用,除了揉搓、疏解浆料,使纤维束分解为单纤维外,纤
维细胞壁首先产生位移和变形,细胞壁的P 层和S 层被部分破除并产生纤维碎片,纤维被
切断并发生扭曲、卷曲、压缩和伸长等状况。在P 层和S 层被部分破除的同时,纤维吸水
润胀和细纤维化,纤维表面分丝而分离出许多微细纤维,纤维两端帚化,游离出很多羟基,
纤维的比表面积增大,表面变的粗糙,纤维弹性和可塑性增加,纤维之间的结合力增强。经
过打浆处理的纸浆生产的纸盆,组织紧密均匀,强度较大。
2.3 打浆时纤维的变化过程
打浆对纤维的作用和纤维的变化除了分丝,帚化,疏解,切断外,主要分为以下几部分
1) 细胞壁的位移和变形
用偏光显微镜可以观察到纤维上的亮点,即微纤维的位移。随着打浆过程的进行,
位移点逐步扩大并变得清晰。产生位移的原因是由于纤维在打浆过程中受到机械作
用力,使次生壁中层一定位置上的微纤维产生弯曲变形,微纤维之间空隙有所增加,
这就为纤维吸水润涨创造了条件。吸水变形可使纤维变得柔软,对去除初生壁和次
生壁外层有重要作用。
2) 初生壁和次生壁外层的破除 是利用打浆设备的机械作用力和纤维之间的摩擦,呈
膜状或碎片的形式除掉的。
3) 纤维的吸水润涨 在初生壁未打破之前,纤维的吸水润涨程度较慢。随着打浆的进
行,初生壁及次生壁外层不断被打破,纤维的吸水润涨加快,纤维直径可迅速润涨
到原来直径的两倍,吸水润涨后的纤维变得柔软可塑,外表面积增大,内部组织结
构松弛,分子间内聚力下降,有利于细纤维化的进行。
4) 细纤维化 纤维在打浆的过程中受到设备的机械作用而产生纤维的纵向分裂,表面
分离出细小纤维,纤维两端帚化起毛的现象,称为细纤维化。纤维的细纤维化,主
要是次生壁中层产生,因为细纤维在它上面的排列多是近似平行的,易于润涨和分
裂帚化。但必须是在次生壁外层完全除掉或部分除掉的情况下,才能产生较好的细
纤维化。纤维的细纤维化和吸水润涨是相互促进的。吸水润涨为纤维的细纤维化创
造了有利条件。反之,纤维的细纤维化又能促进纤维更进一步的吸水润涨。
5) 横向切断 打浆过程中,由于打浆设备的剪切作用,使纤维受到切断。同时在打浆
压力较大,浓度较高的情况下,纤维之间相互摩擦,也会造成纤维的横向切断。在
同一条件下,吸水润涨得很好,纤维具有良好的柔软性和可塑性,就不容易受到切
断,而易于分丝帚化。反之吸水润涨不好,纤维挺硬,则容易受到切断。
上述几个方面的作用是指单根纤维而言的,即指一根纤维在打浆过程中可能受到的
集中作用。在扬声器纸盆的实际打浆过程中,每一槽浆处理的纤维数量是无法估量
的,由于打浆中各种条件的限制,每根纤维受到的作用不可能完全一致。如有一部
分纤维在打浆时可能吸水润涨和细纤维化作用都较好,而另一部分纤维可能受到较
严重的切断作用。如果这种现象严重,就说明打浆作用不良。不良纸浆抄造的纸盆
跟合格纸盆相比较,不但其内部结构会发生变化,其强度,阻尼等物理性能也会发
生改变。直接造成纸盆装配成扬声器后音质和参数发生变化。所以必须采取措施控
制好纸盆打浆的一致性和均匀性。
2.4 适合扬声器纸盆用纸浆的打浆方法
以横向切断纤维为主的打浆叫游离状打浆,而以纵向分裂纤维使之细纤维化的打浆叫粘
状打浆。对扬声器纸盆来说,为了减少失真及达到更好的声学特性,要求材料具有较高的杨
氏模量,所以必须采用粘状打浆的方法。在打浆过程中保持纤维的长度,同时尽量对纤维进
行分丝帚化,增加纤维的比表面积,提高纤维之间的结合力。从而增加纸盆的强度。
纸盆打浆的程度可以用叩解度来表示,叩解度综合反映了纤维被分丝,切断,润涨和水
化等打浆作用的效果。可概括预知将来生产纸盆的机械强度、紧度和阻尼等,所以掌握纸料
的叩解度是生产中一种重要的技术控制办法。单纯叩解度一项指标并不能完全代表纸料的性
质,例如,我们可以用高度切断纤维(游离状打浆)的方式来达到25°SR。另外,也可采
用高度细纤维化(粘状打浆)、但不怎样切短的方式来达到同样的25°SR 叩解度。两种情
况最终叩解度虽然相同,可是纸料的性质却相差悬殊,所以在生产中单凭叩解度作为生产技
术上的唯一的控制指标是有缺点的,尚须与其他指标如纤维平均长度等结合起来考虑,才能
进行合理的打浆。
3.打浆对纸盆纤维形态改变的分析
本课题以扬声器纸盆的主要原材料漂白硫酸盐针叶木浆BKP为研究对象,采用高浓度粘状
打浆方法,将纸浆打到不同叩解度,并对纤维以及所抄纸盆进行各种研究分析。
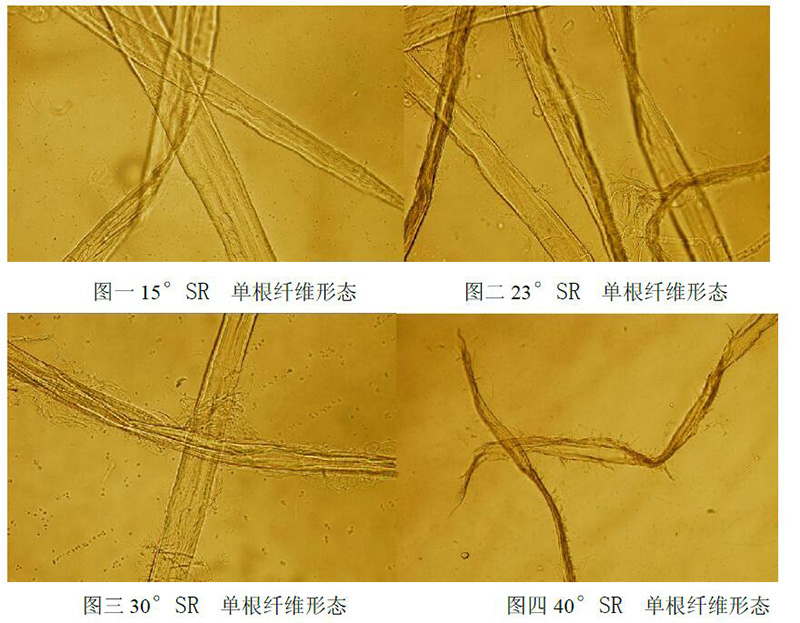
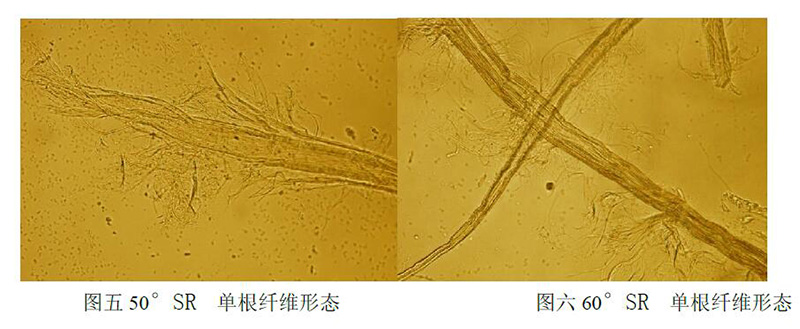
3.1 不同打浆叩解度下单根纤维的形态概况
将不同叩解度纸浆在400 倍显微电镜下观察,其相片如图一到图六所示。从图片中可清晰看
出,打浆过程中纤维受到剪切,揉搓和梳理的作用,逐步发生分丝,帚化,切断,细纤维化,
细胞壁破除,吸水润涨等作用。最终使纤维变短,比表面积增加,物理缠绕,柔软性,可塑
性提高。
3.2 不同叩解度纸浆所抄纸盆电镜扫描图(SEM)
扫描电镜是用来观察纤维形态的常用手段,它能使观察者直观地了解打浆过程中纤维所发生
的变化。并有助于解释浆料纤维所表现出来的物理性能。同时也可以进一步了解打浆过程对
纤维性能的影响。
将不同叩解度纸浆所抄的纸盆电镜扫描,其图像如图七到图十一所示。从电镜图像可以看出,
随着叩解度的提高,纸盆纤维出现分丝帚化和细纤维化,在40°SR 时,纤维的末端已经
被打开,暴露出了细胞腔。随着细胞壁的破除,在50°SR 时,纤维的比表面积已
经变得很大,纤维之间的界限变得模糊,纤维之间的结合面积增大,纤维之间的结合力增强。
所有这些表现在纸盆的性能上,就会使纸盆的强度指标大大提高。

3.3 不同叩解度纸浆纤维形态分析
采用FS300纤维测试仪,将不同打浆度的纸浆进行纤维分析,测试不同打浆度下纤维的
形态数据,并绘制打浆过程中纤维长度,粗度,宽度等发生变化的趋势图。
3.3.1纤维长度的变化趋势图 由于纸浆中长度低于0.3mm 的纤维在数量上占绝对数目,对
计算纤维的平均长度影响比较大。所以采用重均平均长度Lw 来考察打浆对纤维长度的影
响。结果如图12 所示。从图12 可看出,随着叩解度的提高,纤维长度逐渐减少。纤维长度
降低的快慢跟打浆方法有关系,游离状打浆纤维长度比粘状打浆纤维长度降低的速度要快很
多。纸浆浓度越高,纤维长度降低越慢。纤维长度降低太多,会使纸盆的强度降低,这对纸
盆的性能是不利的。对于扬声器纸盆来说,希望打浆过程中在对纤维进行分丝帚化的同时,
尽量减少切断作用。
3.3.2 纤维宽度的变化趋势图 图13 显示了打浆过程中纤维的重均宽度Ww 的变化情况,
从图中可以看出,随着打浆的进行,纤维的宽度曾增加的趋势。这说明随着打浆的进行,纤
维的比表面增加,纤维之间的结合力增加,纸盆强度增加。
3.3.3 纤维粗度的变化趋势图 纤维粗度定义为单位长度纤维的质量。图14 显示了打浆过程
中纤维粗度的变化情况。从图中可看出,随着打浆的进行,纤维的粗度曾减少的趋势。这说
明随着打浆的进行,由于打浆的机械作用和纤维间的相互摩擦,纤维初生壁和次生壁外层被
破除,继续打浆则纤维表面的细纤维也不断的脱落,因此纤维的粗度随着叩解度的提高而下
降。


4.打浆对扬声器纸盆力学性能的影响分析
将以上各种叩解度纸浆抄成纸盆并进行相关动态与静态力学性能测试。
4.1 打浆度对扬声器纸盆的静态力学影响分析
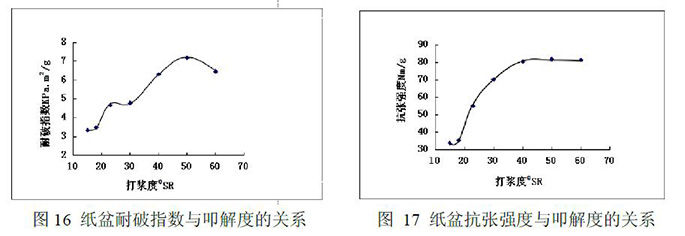
4.1.1 叩解度与抗张强度 图15 为抗张强度和叩解度的关系曲线图。从图可以看出,在打
浆初期,纸盆的抗张强度随叩解度的增加而提高。当打浆度超过50°SR 后,由于纤维的
切断增加,致使抗张强度出现下降的趋势。
4.1.2 叩解度与撕裂指数 图16 为耐破指数与叩解度的关系曲线图,从图中可以看出,在打浆
初期,纤维结合力提高而长度变化不大。故撕裂指数上升。随后,由于打浆造成纤维的长度持续
下降,故撕裂指数呈现下降的趋势。
4.1.3 叩解度与挺度 图17 为挺度与叩解度的关系曲线图,从图17 中可以看出,在打浆初期,
纤维结合力提高而长度变化不大。故挺度上升。随后,由于打浆造成纤维的长度持续下降,故挺
度呈现下降的趋势。
4.2 打浆对扬声器纸盆动态力学性能的影响分析
4.2.1 叩解度与杨氏模量 图18 为叩解度和扬声器纸盆杨氏模量的关系曲线图。从图中可以看出,
在粘状打浆下,随着打浆的进行,叩解度逐渐升高,纤维的分丝帚化,细纤维化的程度加深,纤
维的比表面积增大,纤维之间的结合力增加。所以纸盆的杨氏模量呈上升趋势。在打浆叩解度超
过50°SR 后,由于纤维的切断程度增加,纤维的长度降低。造成杨氏模量数值出现降低的
转折点。对于不同的打浆方式和打浆设备,这一转折点的出现会有不同。
4.2.2 叩解度与损耗因数,比弹性率,声速 从图19 可以看出,随着打浆的进行,由于纤维的
细纤维化程度增加,扬声器纸盆的松厚度降低,其损耗因数呈增加的趋势。在打浆初期,由于杨
氏模量的增加,扬声器纸盆的比弹性率和声速度呈上升趋势。在打浆叩解度超过50°SR 后,由
于纸盆杨氏模量开始降低和密度逐渐增大。比弹性率和声速开始出现下降的转折点。在不同
的打浆方式和打浆设备下,这一转折点的出现会有不同。

和叩解度的关系
5.打浆对扬声器频响曲线的影响
将不同叩解度的纸浆抄成纸盆并装配喇叭测试频响曲线,并做分析对比。如图20 所示,1
号2 号3 号曲线分别是叩解度15°SR, 18°SR ,23°SR 纸浆所抄纸盆的频响曲线。从曲
线对比图可以看出。随着叩解度的提高,纸盆杨氏模量增加,三种叩解度纸盆曲线的频宽呈
增加趋势。同时随着叩解度的增加,由于纸盆的刚性增加,分割振动减少,频响曲线的平滑
度也增加。
6.打浆对扬声器纸盆音质特性的影响
对以上几种不同叩解度的纸盆所装配喇叭进行音质分析对比:
听音分析评价:叩解度较低时(15°SR),由于阻尼过大,扬声器频宽较窄,声音比较闷,
低频浑浊不清,高频出不来。随着叩解度的提高,纸盆的强度逐渐提高,松厚度降低,阻尼
逐渐降低,扬声器频宽逐步加宽,声音逐渐清晰。值得注意的是,当叩解度提高到一定度数
时,由于E / 比变小,频宽重新变窄,声音变得单薄。所以高叩解度纸浆一般需要跟其他
纤维以混抄的形式制作纸盆,这样一方面可以达到较高的强度要求,另一方面还可以保证合
适的阻尼。在后面的工作中,我们将进一步研究关于高叩解度纸浆与其他纤维混抄以达到扬
声器纸盆最好的音质效果。
7.结语
本文研究了打浆对扬声器纸盆纤维形态和动态力学性能,电声性能的影响。以上研究仅仅对
于纸盆的制作起到抛砖引玉的作用,纸盆制作者在实际生产开发过程中应该合理搭配好具体
纸盆开发产品的浆种。探索出具体纸盆品种的合理配方和打浆方式。
在长期的扬声器纸盆开发研究工作中,笔者总结出了指导正确打浆的三原则:
钢筋水泥原则:在纸盆的结构中,纸浆纤维主要起到水泥的作用,而我们添加防弹
纤维等特殊增强纤维主要起到钢筋的作用。水泥的好坏直接影响了构造的强度。如果纸浆没
有打好,纤维分丝,帚化得不够,这时的纤维还比较粗糙,抄纸时只是搭在防弹纤维表面,
并没有起到水泥的作用,这样做出来的纸盆,防弹纤维加再多增强效果也是不明显的。所以
若添加各种增强纤维,必须对纤维进行良好的叩解和细化。
普通常规纸盆的制作,也可以通过高,低叩解度纸浆混合抄纸来运用这一原则,低叩解
度纸浆由于纤维较粗,强度好,可以当成是钢筋。而高叩解度纸浆由于纤维细化好,结合力
好,可以当成是水泥。与单一叩解度纸浆抄纸相比较,这种钢筋与水泥的搭配抄纸,不但能
提高纸盆强度,而且还能增加纸盆的阻尼。
玻璃棒原则:一根玻璃棒,一碰就碎,把它加热拉成玻璃丝,如果直径还是不够细的
话,也还是一动就碎,一碰就断,只有拉到直径小于0.75 微米,就再也不容易碎断了。
这个道理告诉我们,打浆时一定要将纤维充分细化。这就关系到下刀和磨浆的程度。有
的纸盆在大功率时出现断裂的情况就是纤维细化不够,容易象玻璃棒一样出现断裂。细化得
好得纤维,纸盆用手折也不容易出现裂痕。
常见现象是有些纸盆在振动的时候出现锥顶或者纸盆与悬边贴合处出现断裂或者或者
分层,就是因为纤维太粗,同时纤维之间结合不好造成的。
粉丝原则:要想把一束干粉丝的单根粉丝分开,是很不容易的,弄不好就把粉丝掰断
了,只有把干粉丝束放到水里泡一段时间,等到干粉丝已经吸水润涨之后,梢加搅动,各根
粉丝就会自动地分离开来。这个道理告诉我们打浆之前一定要先浸泡纸浆,只有纤维充分吸
水润涨,细胞腔充分膨胀,就能更好的将纤维分丝帚化。从而提高纤维的结合力,提高纸盆
的强度。
有人试过用超声波处理的方式让纤维细胞润涨之后再抄纸,结果发现纸张强度指标提
升了很多,这也证明了打浆之前将纸浆泡一段时间是很重要的。
参 考 文 献
[1]梁乃忠,陈港,王立世,Mike Klasco.扬声器振膜杨氏模量和损耗因数装置的研发[J].电声技术,2014,38
(5):21-25.
[2]何北海.造纸原理和工程[M].北京:中国轻工业出版社,2010,
electro-acoustic property of Loudspeaker
Abstract: In order to identify the influence of beating on electro-acoustic property of loudspeaker
papercone, Beating degree and fiber analysis was studied, as well as the relationship between
beating degree and dynamic and statics mechanical property of papercone. Some basic beating
principle suitable for loudspeaker papercone was concluded.
Keyword: beating, beating degree, fiber analysis, loudspeaker papercone, electro-acoustic
property
1.引言 扬声器发展到现在已经有100 年历史,其振膜由最初的纸质振膜经过了不断
的改进,已经发展出了PP 振膜,复合振膜,金属振膜,陶瓷振膜,化纤振膜等等。这些振膜
具有一定的电声特性,往往在某方面具有卓越的电声性能,但是同时在其他某些方面却存在
一定的电声缺陷,不能做到彼此兼顾或折中。比如金属振膜,由于具有较高的杨氏模量,具
有频宽宽,灵敏度高的特点。然而由于缺乏内阻尼,造成低频不够,声音较尖,刺耳等。
一般而言,扬声器对其振膜材料的要求,是同时具备三种特性,即①材料的密度 要
小。②材料的机械强度要大,或者说,材料的杨氏模量E 要大。与第一个特性合在一起,
即要求材料的比弹率E / 的值要大。③具有适当的内部阻尼。这几种要求是互相矛盾的。
一般情况下,增加振膜的强度,必然会降低它的内阻尼。
扬声器纸质振膜的魅力就在于其制作的原材料比较丰富,不同原材料有不同的杨氏模量
和损耗因数等动态声学特性,同时不同的抄纸工艺也会制作出不同动态声学特性的纸盆。对
于不同用途的扬声器,根据其对音质和特性的具体要求,通过选用具体的纸浆配方和特殊的
打浆工艺,我们往往能够对制作纸盆的杨氏模量和阻尼进行折中,从而满足特定扬声器对特
定性能和某些特殊音质的需求。由于纸盆的生产原材料品种丰富,电声特性各异。而价格实
惠。各类纸浆一直是扬声器振膜的主要制作材料,目前全世界生产的90%的扬声器仍然采
用纸质振膜,即扬声器纸盆。
三分造纸,七分打浆,打浆对扬声器纸盆的力学性能和电声性能具有极其重要的影响,可
以说是扬声器纸盆的核心技术所在。
本文主要研究相同纸浆打浆到不同的叩解度,纸浆纤维所发生的形态结构变化趋势及对纸盆
动态力学性能和电声性能的影响。
2. 扬声器纸盆的打浆
2.1 打浆的目的:未经打浆的浆料一般含有很多纤维束。由于纤维既粗又长,表面光滑挺
硬而富有弹性,纤维比表面积小又缺乏结合性能。如将未打浆的浆料直接用来抄纸,在网上
难于获得均匀的分布,成纸疏松多孔、表面粗糙容易起毛、结合强度甚低。这类浆料所抄的
纸盆杨氏模量很低,内部阻尼过大,会造成所装配扬声器频响曲线频宽窄,声音发闷等。
扬声器纸盆打浆的目的是根据扬声器的用途,针对性的选择不同电声特性的原材料进行
配浆,在可控的情况下用物理方法改善原材料纤维的形态和性质,使制造出来的纸盆达到扬
声器相关的性能要求。
2.2 打浆的作用:打浆是扬声器纸盆制造的关键工序,所谓三分抄纸,七分打浆,是说明
打浆技术是纸盆制造工艺的核心技术。扬声器纸盆的打浆工艺通常包括了配浆工艺和打浆工
艺,打浆主要是采用不同的打浆方法通过机械作用将浆料处理到不同的叩解度,使所抄纸盆
达到不同的杨氏模量和损耗因数。而配浆是根据扬声器的不同用途,选择不同杨氏模量和损
耗因数及不同声学特性的原材料进行混合配比,以满足相关扬声器的电声性能要求。
目前扬声器纸盆厂所使用的打浆设备主要是槽式打浆机,有个别规模较大的纸盆厂采用磨浆
机。
打浆使浆料纤维受到剪切力作用,除了揉搓、疏解浆料,使纤维束分解为单纤维外,纤
维细胞壁首先产生位移和变形,细胞壁的P 层和S 层被部分破除并产生纤维碎片,纤维被
切断并发生扭曲、卷曲、压缩和伸长等状况。在P 层和S 层被部分破除的同时,纤维吸水
润胀和细纤维化,纤维表面分丝而分离出许多微细纤维,纤维两端帚化,游离出很多羟基,
纤维的比表面积增大,表面变的粗糙,纤维弹性和可塑性增加,纤维之间的结合力增强。经
过打浆处理的纸浆生产的纸盆,组织紧密均匀,强度较大。
2.3 打浆时纤维的变化过程
打浆对纤维的作用和纤维的变化除了分丝,帚化,疏解,切断外,主要分为以下几部分
1) 细胞壁的位移和变形
用偏光显微镜可以观察到纤维上的亮点,即微纤维的位移。随着打浆过程的进行,
位移点逐步扩大并变得清晰。产生位移的原因是由于纤维在打浆过程中受到机械作
用力,使次生壁中层一定位置上的微纤维产生弯曲变形,微纤维之间空隙有所增加,
这就为纤维吸水润涨创造了条件。吸水变形可使纤维变得柔软,对去除初生壁和次
生壁外层有重要作用。
2) 初生壁和次生壁外层的破除 是利用打浆设备的机械作用力和纤维之间的摩擦,呈
膜状或碎片的形式除掉的。
3) 纤维的吸水润涨 在初生壁未打破之前,纤维的吸水润涨程度较慢。随着打浆的进
行,初生壁及次生壁外层不断被打破,纤维的吸水润涨加快,纤维直径可迅速润涨
到原来直径的两倍,吸水润涨后的纤维变得柔软可塑,外表面积增大,内部组织结
构松弛,分子间内聚力下降,有利于细纤维化的进行。
4) 细纤维化 纤维在打浆的过程中受到设备的机械作用而产生纤维的纵向分裂,表面
分离出细小纤维,纤维两端帚化起毛的现象,称为细纤维化。纤维的细纤维化,主
要是次生壁中层产生,因为细纤维在它上面的排列多是近似平行的,易于润涨和分
裂帚化。但必须是在次生壁外层完全除掉或部分除掉的情况下,才能产生较好的细
纤维化。纤维的细纤维化和吸水润涨是相互促进的。吸水润涨为纤维的细纤维化创
造了有利条件。反之,纤维的细纤维化又能促进纤维更进一步的吸水润涨。
5) 横向切断 打浆过程中,由于打浆设备的剪切作用,使纤维受到切断。同时在打浆
压力较大,浓度较高的情况下,纤维之间相互摩擦,也会造成纤维的横向切断。在
同一条件下,吸水润涨得很好,纤维具有良好的柔软性和可塑性,就不容易受到切
断,而易于分丝帚化。反之吸水润涨不好,纤维挺硬,则容易受到切断。
上述几个方面的作用是指单根纤维而言的,即指一根纤维在打浆过程中可能受到的
集中作用。在扬声器纸盆的实际打浆过程中,每一槽浆处理的纤维数量是无法估量
的,由于打浆中各种条件的限制,每根纤维受到的作用不可能完全一致。如有一部
分纤维在打浆时可能吸水润涨和细纤维化作用都较好,而另一部分纤维可能受到较
严重的切断作用。如果这种现象严重,就说明打浆作用不良。不良纸浆抄造的纸盆
跟合格纸盆相比较,不但其内部结构会发生变化,其强度,阻尼等物理性能也会发
生改变。直接造成纸盆装配成扬声器后音质和参数发生变化。所以必须采取措施控
制好纸盆打浆的一致性和均匀性。
2.4 适合扬声器纸盆用纸浆的打浆方法
以横向切断纤维为主的打浆叫游离状打浆,而以纵向分裂纤维使之细纤维化的打浆叫粘
状打浆。对扬声器纸盆来说,为了减少失真及达到更好的声学特性,要求材料具有较高的杨
氏模量,所以必须采用粘状打浆的方法。在打浆过程中保持纤维的长度,同时尽量对纤维进
行分丝帚化,增加纤维的比表面积,提高纤维之间的结合力。从而增加纸盆的强度。
纸盆打浆的程度可以用叩解度来表示,叩解度综合反映了纤维被分丝,切断,润涨和水
化等打浆作用的效果。可概括预知将来生产纸盆的机械强度、紧度和阻尼等,所以掌握纸料
的叩解度是生产中一种重要的技术控制办法。单纯叩解度一项指标并不能完全代表纸料的性
质,例如,我们可以用高度切断纤维(游离状打浆)的方式来达到25°SR。另外,也可采
用高度细纤维化(粘状打浆)、但不怎样切短的方式来达到同样的25°SR 叩解度。两种情
况最终叩解度虽然相同,可是纸料的性质却相差悬殊,所以在生产中单凭叩解度作为生产技
术上的唯一的控制指标是有缺点的,尚须与其他指标如纤维平均长度等结合起来考虑,才能
进行合理的打浆。
3.打浆对纸盆纤维形态改变的分析
本课题以扬声器纸盆的主要原材料漂白硫酸盐针叶木浆BKP为研究对象,采用高浓度粘状
打浆方法,将纸浆打到不同叩解度,并对纤维以及所抄纸盆进行各种研究分析。
3.1 不同打浆叩解度下单根纤维的形态概况
将不同叩解度纸浆在400 倍显微电镜下观察,其相片如图一到图六所示。从图片中可清晰看
出,打浆过程中纤维受到剪切,揉搓和梳理的作用,逐步发生分丝,帚化,切断,细纤维化,
细胞壁破除,吸水润涨等作用。最终使纤维变短,比表面积增加,物理缠绕,柔软性,可塑
性提高。
3.2 不同叩解度纸浆所抄纸盆电镜扫描图(SEM)
扫描电镜是用来观察纤维形态的常用手段,它能使观察者直观地了解打浆过程中纤维所发生
的变化。并有助于解释浆料纤维所表现出来的物理性能。同时也可以进一步了解打浆过程对
纤维性能的影响。
将不同叩解度纸浆所抄的纸盆电镜扫描,其图像如图七到图十一所示。从电镜图像可以看出,
随着叩解度的提高,纸盆纤维出现分丝帚化和细纤维化,在40°SR 时,纤维的末端已经
被打开,暴露出了细胞腔。随着细胞壁的破除,在50°SR 时,纤维的比表面积已
经变得很大,纤维之间的界限变得模糊,纤维之间的结合面积增大,纤维之间的结合力增强。
所有这些表现在纸盆的性能上,就会使纸盆的强度指标大大提高。
3.3 不同叩解度纸浆纤维形态分析
采用FS300纤维测试仪,将不同打浆度的纸浆进行纤维分析,测试不同打浆度下纤维的
形态数据,并绘制打浆过程中纤维长度,粗度,宽度等发生变化的趋势图。
3.3.1纤维长度的变化趋势图 由于纸浆中长度低于0.3mm 的纤维在数量上占绝对数目,对
计算纤维的平均长度影响比较大。所以采用重均平均长度Lw 来考察打浆对纤维长度的影
响。结果如图12 所示。从图12 可看出,随着叩解度的提高,纤维长度逐渐减少。纤维长度
降低的快慢跟打浆方法有关系,游离状打浆纤维长度比粘状打浆纤维长度降低的速度要快很
多。纸浆浓度越高,纤维长度降低越慢。纤维长度降低太多,会使纸盆的强度降低,这对纸
盆的性能是不利的。对于扬声器纸盆来说,希望打浆过程中在对纤维进行分丝帚化的同时,
尽量减少切断作用。
3.3.2 纤维宽度的变化趋势图 图13 显示了打浆过程中纤维的重均宽度Ww 的变化情况,
从图中可以看出,随着打浆的进行,纤维的宽度曾增加的趋势。这说明随着打浆的进行,纤
维的比表面增加,纤维之间的结合力增加,纸盆强度增加。
3.3.3 纤维粗度的变化趋势图 纤维粗度定义为单位长度纤维的质量。图14 显示了打浆过程
中纤维粗度的变化情况。从图中可看出,随着打浆的进行,纤维的粗度曾减少的趋势。这说
明随着打浆的进行,由于打浆的机械作用和纤维间的相互摩擦,纤维初生壁和次生壁外层被
破除,继续打浆则纤维表面的细纤维也不断的脱落,因此纤维的粗度随着叩解度的提高而下
降。
4.打浆对扬声器纸盆力学性能的影响分析
将以上各种叩解度纸浆抄成纸盆并进行相关动态与静态力学性能测试。
4.1 打浆度对扬声器纸盆的静态力学影响分析
4.1.1 叩解度与抗张强度 图15 为抗张强度和叩解度的关系曲线图。从图可以看出,在打
浆初期,纸盆的抗张强度随叩解度的增加而提高。当打浆度超过50°SR 后,由于纤维的
切断增加,致使抗张强度出现下降的趋势。
4.1.2 叩解度与撕裂指数 图16 为耐破指数与叩解度的关系曲线图,从图中可以看出,在打浆
初期,纤维结合力提高而长度变化不大。故撕裂指数上升。随后,由于打浆造成纤维的长度持续
下降,故撕裂指数呈现下降的趋势。
4.1.3 叩解度与挺度 图17 为挺度与叩解度的关系曲线图,从图17 中可以看出,在打浆初期,
纤维结合力提高而长度变化不大。故挺度上升。随后,由于打浆造成纤维的长度持续下降,故挺
度呈现下降的趋势。
4.2 打浆对扬声器纸盆动态力学性能的影响分析
4.2.1 叩解度与杨氏模量 图18 为叩解度和扬声器纸盆杨氏模量的关系曲线图。从图中可以看出,
在粘状打浆下,随着打浆的进行,叩解度逐渐升高,纤维的分丝帚化,细纤维化的程度加深,纤
维的比表面积增大,纤维之间的结合力增加。所以纸盆的杨氏模量呈上升趋势。在打浆叩解度超
过50°SR 后,由于纤维的切断程度增加,纤维的长度降低。造成杨氏模量数值出现降低的
转折点。对于不同的打浆方式和打浆设备,这一转折点的出现会有不同。
4.2.2 叩解度与损耗因数,比弹性率,声速 从图19 可以看出,随着打浆的进行,由于纤维的
细纤维化程度增加,扬声器纸盆的松厚度降低,其损耗因数呈增加的趋势。在打浆初期,由于杨
氏模量的增加,扬声器纸盆的比弹性率和声速度呈上升趋势。在打浆叩解度超过50°SR 后,由
于纸盆杨氏模量开始降低和密度逐渐增大。比弹性率和声速开始出现下降的转折点。在不同
的打浆方式和打浆设备下,这一转折点的出现会有不同。
和叩解度的关系
5.打浆对扬声器频响曲线的影响
将不同叩解度的纸浆抄成纸盆并装配喇叭测试频响曲线,并做分析对比。如图20 所示,1
号2 号3 号曲线分别是叩解度15°SR, 18°SR ,23°SR 纸浆所抄纸盆的频响曲线。从曲
线对比图可以看出。随着叩解度的提高,纸盆杨氏模量增加,三种叩解度纸盆曲线的频宽呈
增加趋势。同时随着叩解度的增加,由于纸盆的刚性增加,分割振动减少,频响曲线的平滑
度也增加。
6.打浆对扬声器纸盆音质特性的影响
对以上几种不同叩解度的纸盆所装配喇叭进行音质分析对比:
听音分析评价:叩解度较低时(15°SR),由于阻尼过大,扬声器频宽较窄,声音比较闷,
低频浑浊不清,高频出不来。随着叩解度的提高,纸盆的强度逐渐提高,松厚度降低,阻尼
逐渐降低,扬声器频宽逐步加宽,声音逐渐清晰。值得注意的是,当叩解度提高到一定度数
时,由于E / 比变小,频宽重新变窄,声音变得单薄。所以高叩解度纸浆一般需要跟其他
纤维以混抄的形式制作纸盆,这样一方面可以达到较高的强度要求,另一方面还可以保证合
适的阻尼。在后面的工作中,我们将进一步研究关于高叩解度纸浆与其他纤维混抄以达到扬
声器纸盆最好的音质效果。
7.结语
本文研究了打浆对扬声器纸盆纤维形态和动态力学性能,电声性能的影响。以上研究仅仅对
于纸盆的制作起到抛砖引玉的作用,纸盆制作者在实际生产开发过程中应该合理搭配好具体
纸盆开发产品的浆种。探索出具体纸盆品种的合理配方和打浆方式。
在长期的扬声器纸盆开发研究工作中,笔者总结出了指导正确打浆的三原则:
钢筋水泥原则:在纸盆的结构中,纸浆纤维主要起到水泥的作用,而我们添加防弹
纤维等特殊增强纤维主要起到钢筋的作用。水泥的好坏直接影响了构造的强度。如果纸浆没
有打好,纤维分丝,帚化得不够,这时的纤维还比较粗糙,抄纸时只是搭在防弹纤维表面,
并没有起到水泥的作用,这样做出来的纸盆,防弹纤维加再多增强效果也是不明显的。所以
若添加各种增强纤维,必须对纤维进行良好的叩解和细化。
普通常规纸盆的制作,也可以通过高,低叩解度纸浆混合抄纸来运用这一原则,低叩解
度纸浆由于纤维较粗,强度好,可以当成是钢筋。而高叩解度纸浆由于纤维细化好,结合力
好,可以当成是水泥。与单一叩解度纸浆抄纸相比较,这种钢筋与水泥的搭配抄纸,不但能
提高纸盆强度,而且还能增加纸盆的阻尼。
玻璃棒原则:一根玻璃棒,一碰就碎,把它加热拉成玻璃丝,如果直径还是不够细的
话,也还是一动就碎,一碰就断,只有拉到直径小于0.75 微米,就再也不容易碎断了。
这个道理告诉我们,打浆时一定要将纤维充分细化。这就关系到下刀和磨浆的程度。有
的纸盆在大功率时出现断裂的情况就是纤维细化不够,容易象玻璃棒一样出现断裂。细化得
好得纤维,纸盆用手折也不容易出现裂痕。
常见现象是有些纸盆在振动的时候出现锥顶或者纸盆与悬边贴合处出现断裂或者或者
分层,就是因为纤维太粗,同时纤维之间结合不好造成的。
粉丝原则:要想把一束干粉丝的单根粉丝分开,是很不容易的,弄不好就把粉丝掰断
了,只有把干粉丝束放到水里泡一段时间,等到干粉丝已经吸水润涨之后,梢加搅动,各根
粉丝就会自动地分离开来。这个道理告诉我们打浆之前一定要先浸泡纸浆,只有纤维充分吸
水润涨,细胞腔充分膨胀,就能更好的将纤维分丝帚化。从而提高纤维的结合力,提高纸盆
的强度。
有人试过用超声波处理的方式让纤维细胞润涨之后再抄纸,结果发现纸张强度指标提
升了很多,这也证明了打浆之前将纸浆泡一段时间是很重要的。
参 考 文 献
[1]梁乃忠,陈港,王立世,Mike Klasco.扬声器振膜杨氏模量和损耗因数装置的研发[J].电声技术,2014,38
(5):21-25.
[2]何北海.造纸原理和工程[M].北京:中国轻工业出版社,2010,
- 上一篇:国际音频协会(AES)第51次会议广州韵奇演讲论文 2016/3/7
- 下一篇:韵奇成为深圳市前瞻高等理工研究院合作伙伴单位 2016/2/29